How Ultrasound and Vibration Helped Detect Bearing Fluting on a VFD-Driven AC Motor
Air Compressor VFD BPFO
The SDT Ultrasound Solutions’ Partnered Ultrasound Team often uses two condition monitoring technologies to cover a wider range of asset defects & to fully diagnose everything they monitor.
On one of their condition monitoring routes, they found a ball pass frequency outer race defect with sidebands at 6445 CPM using the SDT340’s Vibration Sensor. The data can be seen in the figure below.
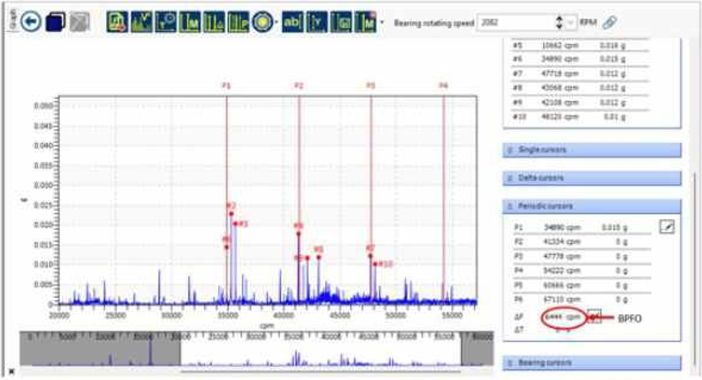
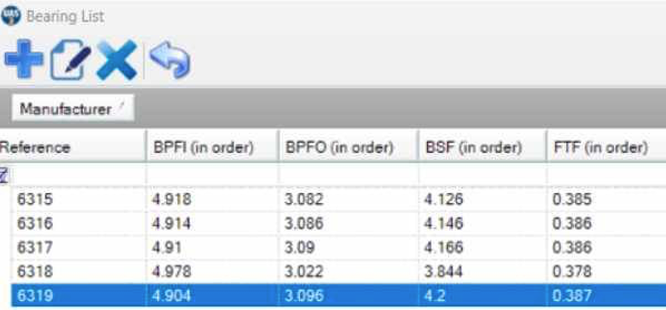
Using the fault frequency calculator available in Ultranalaysis Suite 3 (UAS3), we can see that a BPFO on this bearing #6319 has a fault frequency at 3.096. If we multiply the motor run speed (2082) by the fault frequency of 3.096, we get 6445; The Frequency of the sidebands on the FFT.
In Figure 3, we observe the ultrasound data also recorded with the SDT340. Simply by listening to the ultrasound data, an experienced condition monitoring technician would be able to determine that this bearing had an electrical current flowing through it, but by performing some additional analysis in UAS3, we can confirm that this bearing is suffering from a fluting related BPFO.
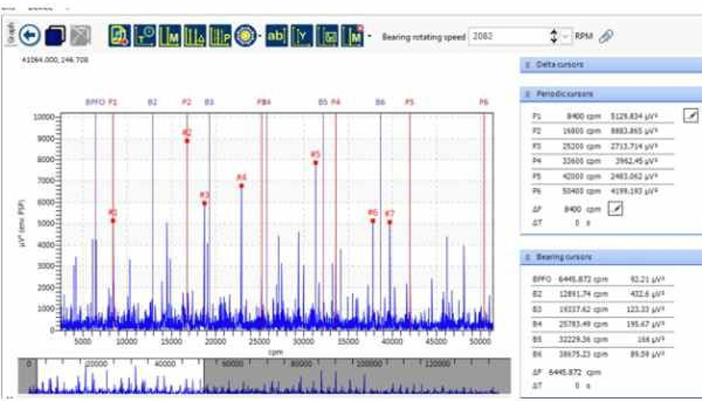
We can see harmonics at 8400 CPM. We know the bearing is rated for 1800 RPM at 60Hz. It rotates at 2082 RPM at 70Hz. Harmonics at 2 X Line Frequency indicates an electrical defect.
70Hz x 2 = 140. - 40 x 60 seconds = 8400 CPM
By using two condition monitoring technologies, we were able to detect a defective bearing and get to the root cause of the defect. Determining that the bearing had a ball pass frequency outer race defect, likely caused by fluting.