Steam Trap Survey Services
Ultrasound Inspection Services for Steam Trap Failure Prevention
Failed steam traps waste steam, increasing energy costs and forcing boilers to work overtime. Failed steam traps also means piping and steam powered processes are less protected against corrosion.
Our trained technicians use ultrasound steam trap testing equipment to evaluate and verify steam trap condition without disrupting your operations. We identify failed steam traps, document their condition, and deliver a priority ranking for repairs.
A comprehensive steam trap inspection provides maintenance teams with a clear picture of system health while helping facilities control energy costs and improve steam system reliability.
Why Schedule Steam Trap Inspection Services
Steam traps have limited service life, and without a routine inspection a significant portion could already be failed. Regular inspection helps keep your steam system operating efficiently and with less strain on your boiler system.
3 – 5 Year Lifespan
Many mechanical steam traps begin failing within three to five years.
20 – 30% Failed
Facilities without annual testing often operate with 20–30% failed traps.
Cooling Effect
Condensate buildup reduces heat transfer and lowers process efficiency.
Corrosion Risk
Condensate accumulation can increase corrosion risk inside steam systems.
A Better Way to Test Steam Traps
Ultrasound is one of the most effective technologies for testing steam trap condition, and our steam trap testing Services provide a practical way to uncover failed traps without adding to your workload.
Using our precision ultrasound steam trap testing equipment, our technicians can inspect steam traps while you remain in operation. Each trap within your network is tested, documented, then reported back to you, so your maintenance team can focus on repairs.
Instead of spending weeks checking traps one by one, facilities receive a clear report showing trap condition, likely failure mode, and repair priority.

Steam Trap Failure Modes
Steam traps commonly fail in one of three ways, and each failure mode is identifiable with ultrasound steam trap testing. During inspection, we listen for condensate and steam collecting in the trap, followed by the ultrasonic burst as the trap purges, using dynamic ultrasound signals to produce more robust reporting.
Failed Mechanically
Mechanical wear, corrosion, dirt, pressure cycling, and age can all degrade steam trap components over time. As your steam traps wear down, they begin to lose their ability to operate as intended.
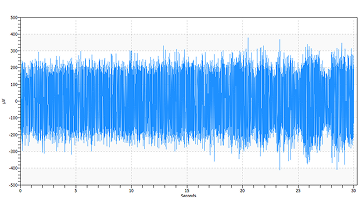
Blowing Open
A trap that is blowing open allows live steam to pass continuously instead of discharging condensate as designed, wasting energy, increasing steam demand, exposing piping to condensate, and accelerating corrosion.
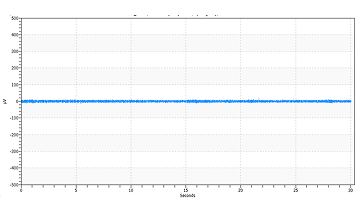
Stuck Closed
A trap that is stuck closed is often called a cold trap because condensate and air remain trapped in the system. This reduces heat transfer, lowers process efficiency, increases corrosion risk, and can contribute to water hammer.
Why Steam Trap Maintenance Gets Ignored
While maintenance teams understand that steam traps can fail, leading to wasted money and energy, their maintenance is still pushed down the priority list.
This isn’t because they don’t care. It is because steam systems are large, trap populations are spread throughout the facility, and maintenance resources are already tied up with production support and other routine work.
Steam trap inspection also takes time. Without the right tools or a repeatable testing process, it becomes difficult to check every trap, document their condition, and turn the findings into an executable repair plan.
For many plants, the challenge is not knowing steam trap testing matters. The challenge is having the bandwidth to perform it consistently and thoroughly.


Fast, Efficient Steam Trap Survey Services with Measurable ROI
Using SDT Ultrasound Solutions precision steam trap testing equipment, we inspect traps while your system is operating, classify each steam trap’s condition, and then document the results in an easy-to-follow report, your maintenance team can action immediately.
Make your steam trap maintenance more actionable and cost effective. Prioritize failed traps by severity, energy loss, and operational risk so repairs focus on the areas that deliver the greatest return first.
Ultrasound Steam Trap Testing
SDT’s ultrasound condition monitoring equipment listens to frequencies between 38 and 42 kHz, above the human range of hearing, where steam trap activity can be isolated from audible plant noise. Then, using a process called heterodyning, these signals are converted into an audible output that technicians can listen too, playback, and interpret.
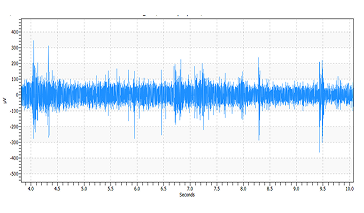
When steam and condensate interact with a steam trap, ultrasonic friction, impacting, and turbulence are created. A working steam trap shows a very recognizable ultrasonic pattern. Quiet as condensate and steam collect, then a loud ultrasonic burst as the trap purges.
Anything else indicates live steam leakage, mechanical wear, or a trap that is no longer discharging condensate correctly.
Don’t rely on outdated metrics like temperature or subjective observations, you’re your steam traps with ultrasound condition monitoring.

Our Steam Trap Testing Tools
Modern steam trap inspection programs depend on tools that make testing consistent, practical, and easy to document. Our steam trap testing products:
SDT340 is a versatile condition monitoring data collector that supports contact ultrasound measurements for steam trap testing, along with broad reliability tasks across your plant. With UAS3, the SDT340 plots your route, logs and analyzes data, and records temperature data.
Learn MoreTRAPChecker is an affordable, purpose-built option for steam trap testing. It allows technicians to quickly inspect steam traps, determine operating condition, and simplify the process of classifying failed traps in the field.
Learn MoreSonaVu+ is an acoustic imaging camera that helps technicians visualize ultrasound and quickly identify steam leaks in industrial environments. It is especially useful for locating leak points safely and efficiently across larger steam systems.
Learn More
Working Together
No two plants operate the same way. Our service team works with your maintenance and reliability staff to tailor steam trap inspections, reporting, and implementation to your site priorities, ensuring steam trap survey services deliver practical results.
Partnering with SDT Ultrasound Solutions
SDT Ultrasound Solutions has been supporting industry for more than 50 years, helping organizations around the world get more out of their production processes, condition monitoring equipment, and reliability strategy.
Our purpose-built solutions, training, and services empower you to reduce unplanned downtime, optimize maintenance schedules, and protect your mission-critical equipment.
When you partner with SDT Ultrasound Solutions, you gain more than a vendor. You gain a proactive partner prepared to support your reliability journey with the tools, training, and partnership needed for success.
Steam Trap Survey
A steam trap survey is the process of inspecting steam traps across a facility to determine whether they are operating normally, leaking steam, or stuck closed. A steam trap survey helps maintenance teams identify failed traps and prioritize repairs.
Steam trap testing is the evaluation of steam trap condition using tools such as ultrasound and temperature verification. It helps determine whether a trap is functioning correctly under operating conditions.
Steam trap inspection is the process of checking steam trap operation and condition to identify failed traps, maintenance needs, and possible causes of energy loss.
Ultrasound helps technicians hear and interpret trap activity while the system is operating. It improves steam trap testing by making it easier to detect leaking traps, stuck traps, and abnormal trap behavior in real working conditions.
Yes. Ultrasound steam trap testing is performed while the steam system remains in operation, allowing technicians to inspect traps without shutting down the process.
Most facilities benefit from annual steam trap testing. High-demand systems, critical process areas, or older steam networks may justify more frequent steam trap inspection.
After the survey, you receive a report that documents trap condition, likely failure mode, and repair priority so your team can act on the most important findings first.
Yes. Steam trap surveys often produce fast ROI because they identify leaking traps that waste steam continuously. Once repaired, those traps can quickly reduce energy loss and improve system performance.
The most common steam trap failure modes are failed mechanically, blowing open, and stuck closed. Each one can lead to energy loss, condensate buildup, and reduced system efficiency.
A steam trap that fails open leaks live steam continuously. This increases energy waste, raises steam demand, and can cost thousands of dollars per year.
A steam trap that fails closed cannot discharge condensate. This can reduce heat transfer, create water hammer conditions, and affect process performance.
Yes. When condensate is not discharged properly, it can build up in the system and increase the risk of water hammer.
Yes. Trapped condensate and persistent moisture can increase internal corrosion risk in steam lines and connected equipment.
Facilities that have not completed recent steam trap testing often operate with 20–30% of traps in failed condition.
Many mechanical steam traps begin failing within three to five years, especially if they are not inspected regularly.
A failed steam trap can waste a significant amount of thermal energy because each pound of steam contains roughly 970 BTUs of usable heat.