Finding Common Coupling Failures with Ultrasound Predictive Maintenance Equipment
Non-Intrusively Inspect Couplings with Airborne Ultrasound
Couplings connect the shafts of rotating equipment and transfer power while providing flexibility for inaccuracies in shaft alignment and absorbing shock loads. They’re an essential component for most motor assemblies found in most manufacturing environments.

Common coupling maintenance practices include visual inspections, alignment checks, lubrication where required, fastener checks, guard inspections, and looking for signs of wear, cracking, heat, looseness, or abnormal movement.
While great for confirming external condition, these types of inspections typically are time consuming, disrupt production, and have the potential to introduce new failures.
With an ultrasound data collector capable of airborne monitoring, a simple inspection can be performed by taking a reading through air gaps in the guarding.
Below are several examples of airborne ultrasound readings taken on a few different couplings highlighting some of the most common coupling failure modes we see with ultrasound.
- Healthy Coupling
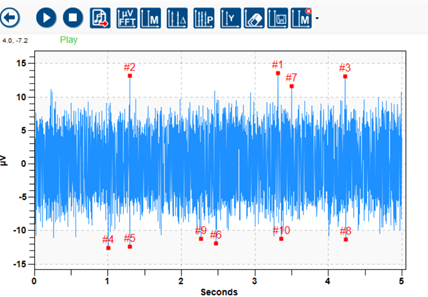
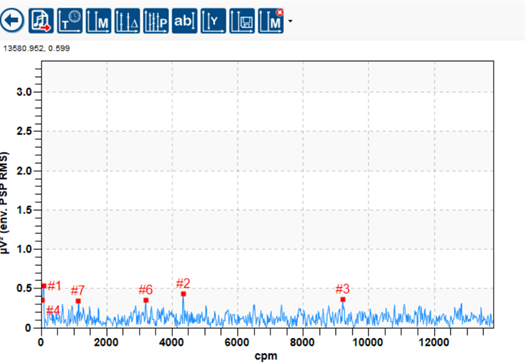
Figures 1 & 2 showcases the result you want to see when taking inspecting a coupling with ultrasound. Inspectors should expect a consistent, smooth, and stable sound profile with no sharp ticking, repetitive impacts, scraping, rubbing, or sudden changes in amplitude.
When ultrasound data is collected, technicians should also compare the coupling reading to nearby bearing readings. A healthy coupling generally supports stable machine condition, without abnormal friction or impact signals that stand out from the rest of the machine train.
- Coupling Misalignment
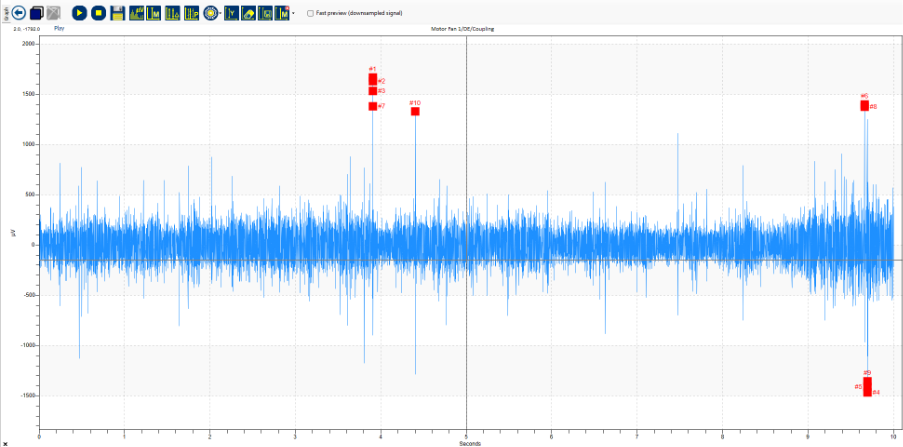
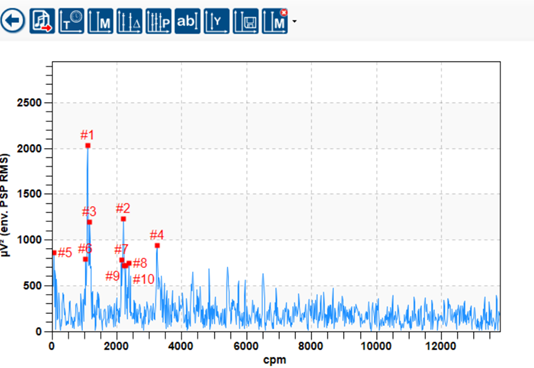
The next example is a slow-speed asset with a misaligned coupling. Rotating at roughly 80RPM, we can observe a large spike in energy every rotation in the time waveform data below with the repetitive impacting at running speed echoed in the ultrasound spectrum as well.
Couplings are supposed to transfer power from one rotating shaft to another while providing some degree of flexibility for misalignment. In the case of this coupling, we would recommend that follow up measurements are regularly taken to ensure the defect doesn't worsen, and possibly even a visual inspection during the next scheduled shutdown.
- Coupling Looseness
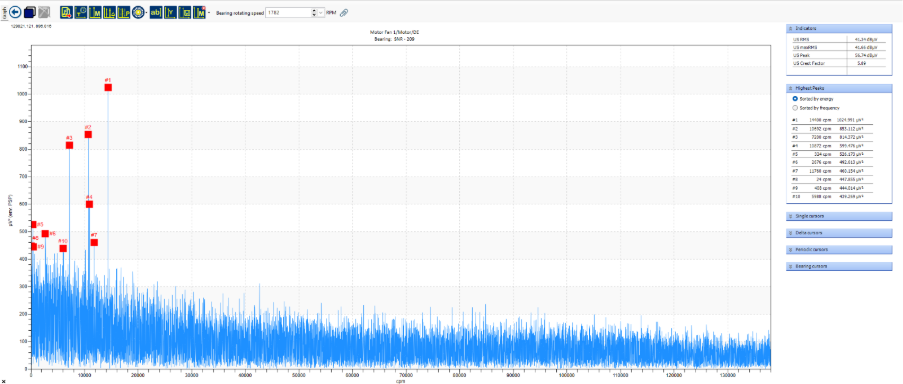
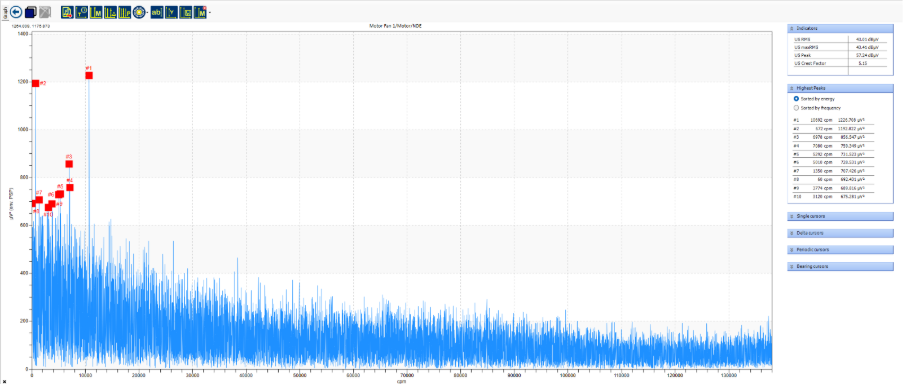
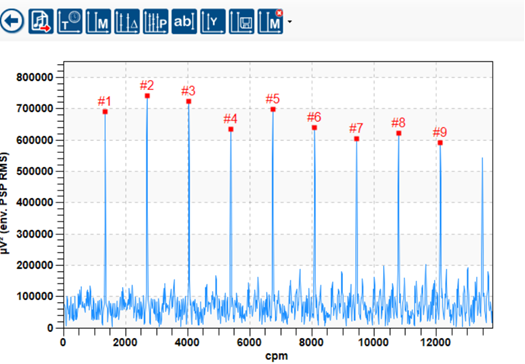
On this motor-fan assembly, measurements were collected at both motor bearing locations and on the coupling using a flexible airborne sensor. The machine, which was running at 1782 RPM appeared to have dominant peaks at 1x and 6x running speed.
Because the machine utilized a six-jaw elastomeric coupling, the prominent 6× running speed peak was consistent with a repeating event occurring at each jaw engagement point. Combined with the elevated ultrasonic energy measured directly at the coupling, the data indicated looseness within the coupling assembly as the likely source of the defect.
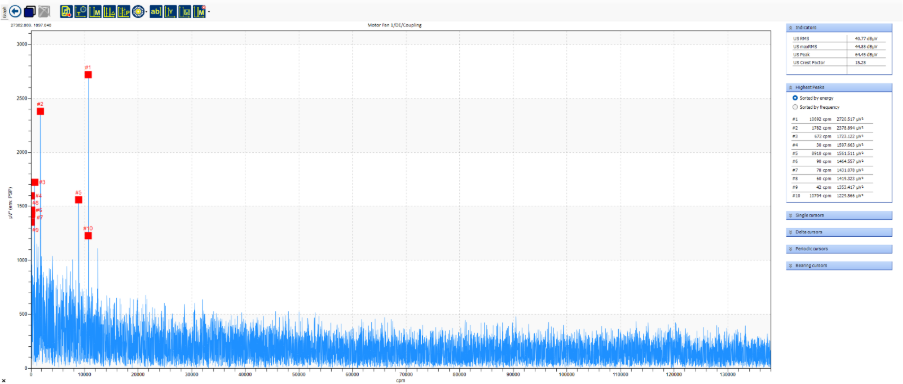
These peaks were present in both drive-end and non-drive-end bearing measurements as well, indicating that the defect was being transferred through the entire machine train.
- Under-Lubricated Coupling
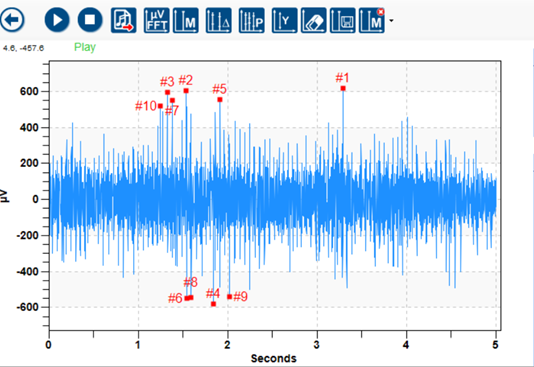
In the following airborne ultrasound time waveform of a coupling, we can observe lots of friction and possibly even some impacting. Based on the time waveform, we see a few peaks higher than the baseline RMS (overall friction). However, they aren't high enough above baseline that we would automatically assume it is a mechanical defect.
Our recommendation would be to lubricate this coupling and then perform follow up measurements in the following days to see how much the lubrication affected the impacting & whether or not further visual inspection is required.
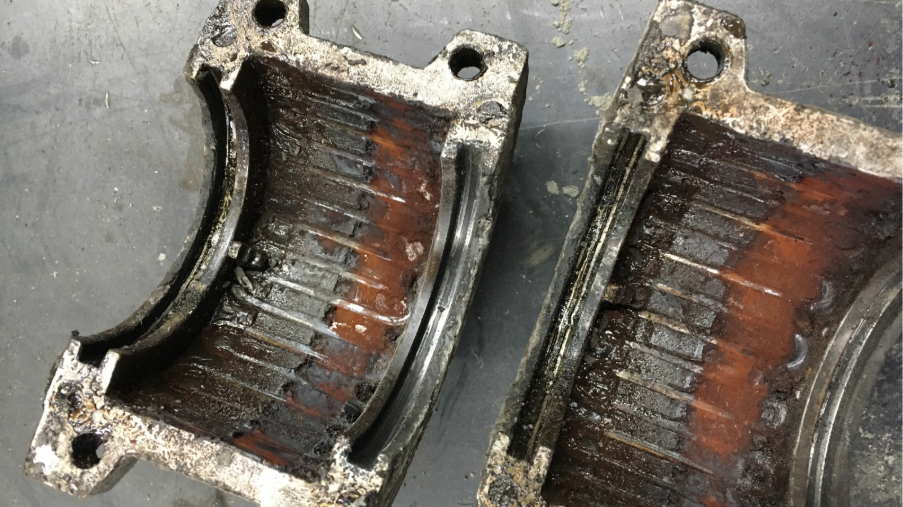
- Damaged Coupling
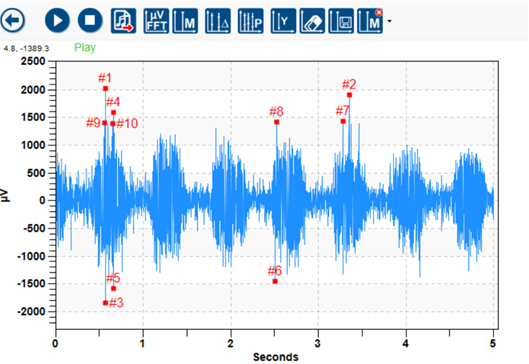
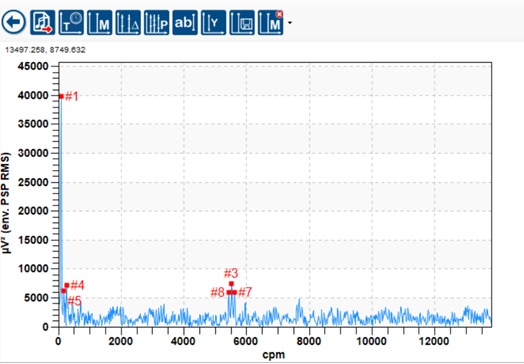
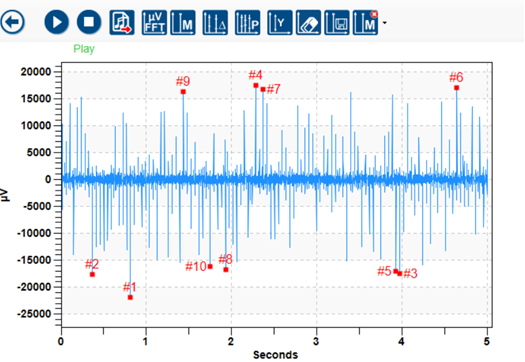
This ultrasound reading is of an extremely damaged coupling. In the time waveform we can observe lots of impacting, with multiple peaks surpassing 15000 µV. In the ultrasound FFT we see multiple repeated impacts very clearly.
It’s quite clear this coupling is near its end of life. Depending on it’s criticality, our recommendation would be to disassemble & visually inspect during the next planned shutdown.

Airborne ultrasound inspection is an effective way to diagnose common coupling failures and a suitable tool for locating the source of machine train defects when initiating root-cause analysis.
While each defect produces its own unique ultrasonic signature, they all share one common characteristic: the generation of friction, impact, or turbulence that can be detected long before catastrophic failure occurs.
The sooner a coupling defect is detected, the simpler and less costly the corrective action becomes. Ultrasound gives reliability professionals the ability to hear these problems developing and address them before they become failures.